Próbki z tych komponentów zostały pobrane przez międzynarodową kadrę operatorów H-47 i dostarczone do analizy laboratoryjnej w celu scharakteryzowania zużycia, właściwości i zanieczyszczeń, zmieniających się wraz z upływem czasu i liczbą godzin pracy samolotu. Badanie optymalizacji smarowania ujawniło dalszą możliwość oceny i wykorzystania danych uzyskanych w tym procesie, m.in. poprzez określenie doskonałej wydajności konkretnych smarów w ramach oznaczenia Mil-Spec, testowanie smarów pod kątem kompatybilności po zmieszaniu oraz ulepszanie czystości nowego smaru w celu przedłużenia żywotności komponentów.
Analizy olejowe i badania smarów w sektorze obronnym
Regularne pobieranie i analiza próbek smarów to klucz do zwiększenia niezawodności i bezpieczeństwa wiropłatów. Badania prowadzone w sektorze obronnym pokazują, że dzięki odpowiednim procedurom laboratoryjnym możliwe jest wydłużenie okresów międzyobsługowych, ograniczenie kosztów oraz minimalizacja przestojów maszyn. Wyniki analiz smarów stanowią solidną podstawę do podejmowania decyzji serwisowych i optymalizacji eksploatacji.

analizy olejowe i badania smarów w sektorze obronnym
badanie smarowania – podejście Boeing i AMRRI
Wiropłat, podobnie jak większość maszyn, wymaga okresowego smarowania, aby zapewnić ciągłą, bezpieczną i niezawodną pracę. Pożądane są optymalne interwały smarowania, aby utrzymać wydajność systemu, jednocześnie minimalizując przestoje samolotu oraz prace konserwacyjne.
Boeing i AMRRI przeprowadziły badanie optymalizacji smarowania (LOS – Lubrication Optimization Study) w helikopterze H-47 Chinook w celu ustalenia niezbędnych artefaktów inżynieryjnych (engineering artifacts), które mają pomóc w wyznaczeniu interwałów smarowania (lubrication intervals) dla wybranych elementów napędu, wirnika i podwozia.

abstrakt
Boeing i AMRRI przeprowadziły badanie optymalizacji smarowania (LOS) helikoptera H-47 Chinook, aby ustalić podstawy inżynieryjne i artefakty w celu zdefiniowania okresów smarowania smarem stałym dla wybranego napędu, wirnika i elementów podwozia. Głównym celem badania była analiza laboratoryjna pobranych z tych komponentów próbek smaru oraz scharakteryzowanie sposobu, w jaki zmienia się zużycie, właściwości i zanieczyszczenia w miarę upływu czasu i liczby przepracowanych godzin samolotu.
Aby zapewnić znamienność statystyczną analizy, dwuetapowo pobrano prawie 1200 próbek — od maja 2018 r. do lipca 2019 r. W pobieraniu próbek uczestniczyło pięciu różnych operatorów. W ten sposób możliwe było ilościowe określenie różnorodnych środowiskowo warunków operacyjnych, takich jak „gorący”, „suchy” i/lub „słony”.
Firma AMRRI oceniła próbki smaru pod kątem zawartości ferromagnetyków w badaniu FerroQ (FdM – Ferrous Density), kolorymetrii, profilu konsystencji (org. Die extrusion – wytłaczania matrycowego, przepływ ścinający), woltametrii liniowej (właściwości przeciwutleniające – RULER), wilgotności (zawartości wody), zanieczyszczenia cząstkami (źródła zewnętrzne, takie jak krzem, glin/aluminium), spektroskopii w podczerwieni z transformacją Fouriera – FTIR (zanieczyszczenia organiczne) oraz spektroskopii metodą wirującej elektrody dyskowej (pomiar zużycia elementów nieżelaznych). Podstawowym parametrem ograniczającym badania było utlenianie w większości przypadków, natomiast parametr wtórny ograniczający był bardziej rozproszony.
Boeing przeprowadził badanie danych z eksploatacji dla każdego z wybranych komponentów. Analiza ta stanowiła uzupełnienie analizy smaru przeprowadzonej przez AMRRI. Łącznie analizy te stworzyły podstawę inżynieryjną dla zalecanych rozwiązań dotyczących częstotliwości serwisowania wybranych elementów napędu, wirnika i podwozia. Wyniki badania wykazały zmniejszenie jednego interwału smarowania, pięć wydłużonych interwałów i jedenaście interwałów bez zmian w porównaniu z ustalonymi wcześniej zaleceniami serwisowymi.

metodologia pobierania próbek
podstawa normatywna i punkt wyjścia
Kluczowe znaczenie dla powodzenia tego programu miało opracowanie procedury pobierania próbek oraz narzędzi, które zapewniały, że każda próbka przekazana do analizy była reprezentatywna dla aktualnego stanu komponentu i smaru, a jednocześnie chroniła badany komponent. Punktem wyjścia była dokumentacja Amerykańskiego Stowarzyszenia Badań i Materiałów (ASTM) D7718 pod nazwą:
„Standardowa praktyka pobierania próbek smaru w trakcie eksploatacji”, opracowana w 2011 roku na podstawie badań przeprowadzonych dla branży energetycznej.
Poprzednie badania obejmowały testowanie powierzchni przekładni oraz dużych i małych łożysk. Chociaż część tych wcześniejszych prac miała bezpośrednie zastosowanie do podobnych typów komponentów układu napędowego CH-47, istnieją różnice w konfiguracji obudów i dostępie, szczególnie w przypadku wypustów wałów napędowych śmigłowca Chinook 2.
narzędzia do pobierania próbek
Do wstępnego pobrania próbek w serwisie Boeinga wykorzystano istniejące narzędzie – zestaw o nazwie „Pillow Block Grease Thief” (zestaw do poboru smaru z łożysk w oprawie), przedstawiony na rysunku 1. Składał się on z plastikowej szpatułki, używanej do pobierania próbek z różnych komponentów wirnika, napędu i podwozia.
procedura pobierania próbek
Szpatułka okazała się szczególnie przydatna przy pobieraniu próbek z powierzchni zębów przekładni wielowypustowej. Początkowo urządzenie to zostało zmodyfikowane tak, aby jego profil odpowiadał kątowi zębów wielowypustowych. Ponieważ jednak wielowypusty mają różne wymiary i nie udało się opracować uniwersalnego rozwiązania, szpatułkę zachowano w oryginalnym kształcie.
Dostarczono instrukcje dotyczące ustawienia końcówki szpatułki pod optymalnym kątem w celu zeskrobania smaru z powierzchni zębów. Dzięki miękkiemu, plastikowemu materiałowi szpatułki można to było wykonać bez ryzyka uszkodzenia wielowypustu. W przypadku pobierania próbek z innych elementów niż wypusty używano szerokiego końca szpatułki.
transfer i przygotowanie próbek do analizy
Pobrany w ten sposób smar umieszczano w standardowej, 6-mililitrowej strzykawce, z której uprzednio usunięto tłok. Po zebraniu odpowiedniej ilości smaru tłok ponownie zakładano i wykorzystywano do przeniesienia materiału do urządzenia Grease Thief. Ze strzykawki wcześniej usunięto końcówkę, co umożliwiało całkowity transfer smaru do urządzenia.
Napełniony Grease Thief umieszczano w plastikowej tubie transportowej, do której przyklejano etykietę identyfikacyjną, a następnie wysyłano próbki do laboratorium w celu wykonania analizy.

Etykiety zostały zaprojektowane specjalnie na potrzeby tego projektu i dołączono je do zestawu do pobierania próbek. Zawierały nadrukowane lokalizacje poboru, a identyfikacja i częstotliwość punktów poboru zostały przygotowane w odniesieniu do harmonogramu prac serwisowych i konserwacyjnych.
W każdym przypadku pobór próbek planowano z uwzględnieniem istniejących zadań konserwacyjnych danego urządzenia, tak aby zminimalizować proces poboru smaru. Fragment etykiety identyfikacyjnej zaprezentowano na rysunku 2. Każdej etykiecie przypisano unikalny numer kodu kreskowego w celu sprawniejszej identyfikacji próbek.
Do każdego zestawu do pobierania próbek dołączono instrukcję. Każdy zestaw składał się z ośmiu „sakiewek”, a każda z nich zawierała elementy przedstawione na RYSUNKU 1. Dodatkowo przeszkolono żołnierzy i mechaników biorących udział w poborach, aby zapewnić jednolitość stosowanej metodologii.
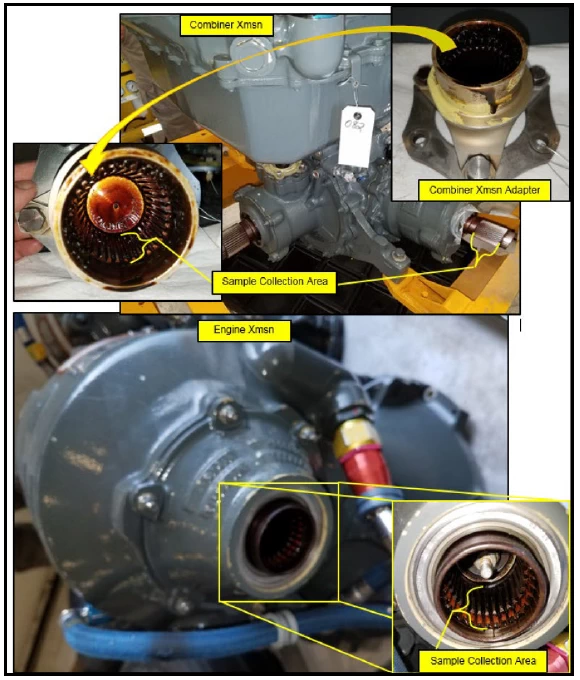
Celem było w każdym przypadku pobranie ok. 1,5 g smaru, co odpowiadało w przybliżeniu objętości całego próbnika Grease Thief. Każde urządzenie zostało szczegółowo ocenione w celu określenia najlepszego punktu poboru, jak zaprezentowano na RYSUNKU 3. Jednak w niektórych punktach, szczególnie w mniejszych wypustach, nie było możliwe uzyskanie wymaganej ilości smaru. Dlatego opracowano zestawienie analiz i wytypowano zakres badań dla próbek o mniejszej objętości.
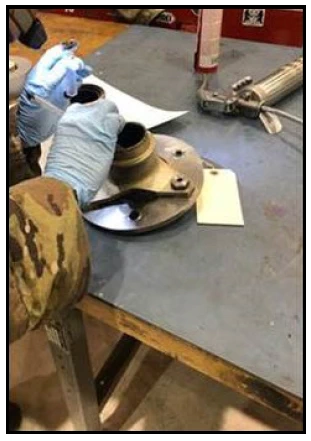
Rysunek 4 przedstawia sesję treningową poboru próbki wykonaną przy użyciu zmodyfikowanego zestawu Grease Thief. Pobór nastąpił w trakcie przeprowadzania planowanej czynności konserwacyjnej.
Przeprowadzone badania zoptymalizowano dla próbek zawierających mniejszą ilość smaru. Próbki o dużej objętości, czyli zawierające więcej niż 0,95 g smaru, wystarczały do wykonania wszystkich ośmiu ustalonych badań. Próbki o masie większej niż 0,69 g, ale mniejszej niż 0,95 g, oznaczono jako próbki o „małej objętości”. Z takiej ilości materiału można było przeprowadzić siedem badań, z wyłączeniem badania profilu konsystencji (wytłaczania matrycowego GTA). Zamiast tego wykonywano alternatywny test konsystencji z mniejszą ilością smaru, wykorzystując stożek i reometr płytkowy.
Próbki o masie mniejszej niż 0,69 g, ale nie mniejszej niż 0,35 g, oznaczono jako próbki o „niewielkiej objętości”. Niestety, nie można było na nich przeprowadzić badania profilu konsystencji (wytłaczania matrycowego GTA), badania FerroQ (FdM – Ferrous Density) ani badania RULER (obecność przeciwutleniaczy). Dostarczyły one zatem ograniczonej ilości danych dla tego studium. Do badań nie używano próbek, w których ilość smaru była mniejsza niż 0,35 g.
analiza badawcza smaru
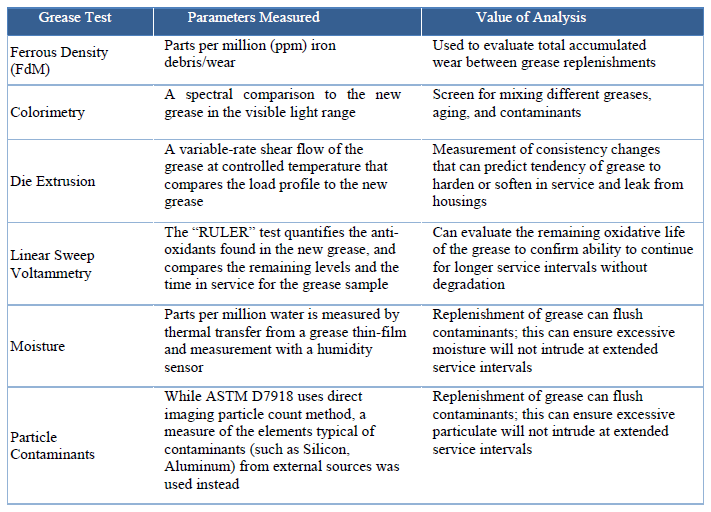
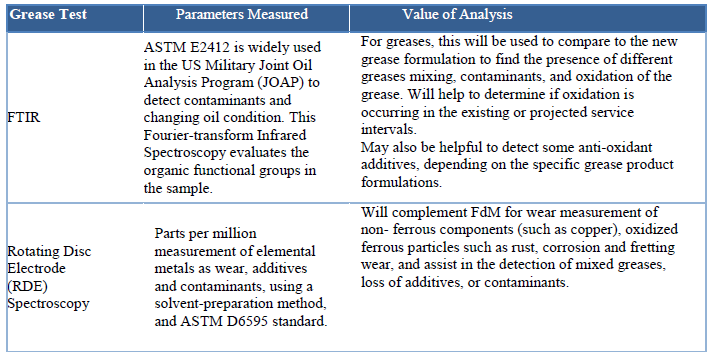
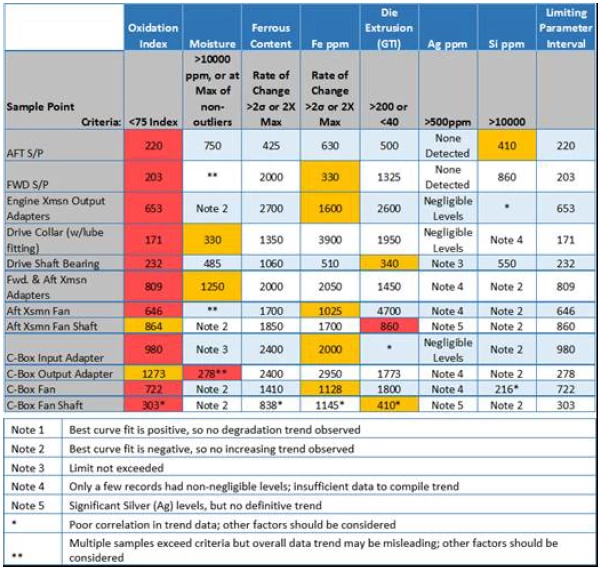
Wybrany zestaw testów analitycznych oparto na znanych stresorach utleniających, wykrytych źródłach zanieczyszczeń w zastosowaniach maszynowych oraz dodatkach obecnych w smarze, które wydłużają jego żywotność. Metoda badawcza według ASTM dla oceny smarów eksploatacyjnych to D7918. Wykorzystuje ona testy określone w tabeli 1 i zawiera listę kluczowych parametrów stosowanych w ocenie smarów.
Zwykle w zestawie badawczym uwzględnia się dwa dodatkowe testy (tabela 2), które nie występują w aktualnej wersji normy ASTM D7918. Spektroskopia metodą obracającej się elektrody dyskowej (RDE) oraz spektroskopia w podczerwieni z transformacją Fouriera (FTIR) zapewniają wyniki analizy pierwiastkowej i molekularnej, a także uzupełniają ocenę przeprowadzaną zgodnie z D7918 o monitorowanie cząstek nieżelaznych, dodatków, zanieczyszczeń i utleniania smaru.
Chociaż metoda ASTM D7918 obejmuje test zliczania cząstek oraz technikę bezpośredniego obrazowania cienkowarstwowego, ustalono, że ich zastosowanie byłoby nieskuteczne ze względu na stan próbek oraz niewystarczającą przejrzystość optyczną smaru. Dlatego metodę zliczania cząstek zastąpiono monitorowaniem poziomu krzemu (Si) w smarze, mierzonego za pomocą spektrometrii metodą obracającej się elektrody dyskowej. Spodziewano się, że najczęstszym źródłem cząstek zewnętrznych będzie piasek lub inne zanieczyszczenia wynikające ze środowiska pracy oraz działania turbulencji powietrza. Z tego względu krzem uznano za odpowiedni parametr orientacyjny do oceny wnikania takich cząstek.
analiza próbki
W projekcie wzięło udział wielu międzynarodowych operatorów, a zakres badań objął do 1200 próbek. Pierwotnym celem było uzyskanie co najmniej 30 próbek z każdej lokalizacji (wytypowanego punktu poboru), aby zapewnić istotność statystyczną wyników analizy smaru i móc określić optymalny interwał.
Operatorom rozdano zestawy do pobierania próbek, z których każdy składał się z ośmiu „sakiewek”. Na podstawie analizy okresów międzyobsługowych przygotowano kilka wariantów zestawów do pobierania próbek. Zmienną w każdym zestawie były dołączone etykiety, dopasowane do komponentu podlegającego czynnościom konserwacyjnym lub obsługowym.
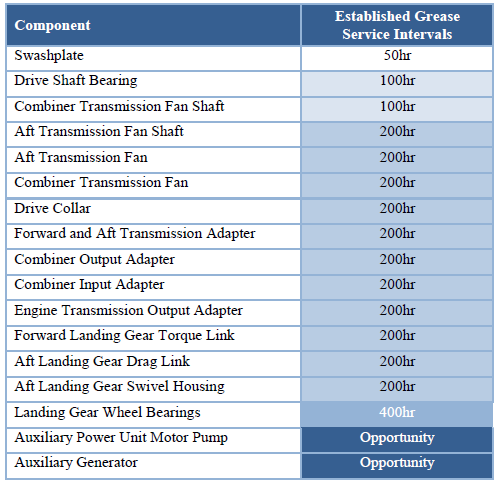
TABELA 3 przedstawia listę komponentów objętych badaniem wraz z aktualnie obowiązującymi interwałami obsługowymi smaru. Interwały te ustalono na podstawie wiedzy inżynierskiej oraz historii eksploatacyjnej.
parametry i przebieg badań
Wyniki poszczególnych próbek smaru zestawiono w celu ustalenia siedmiu parametrów wpływających na jego trwałość: zawartości żelaza (Fe), srebra (Ag) i krzemu (Si), poziomu ścieru żelaznego (FerroQ), wilgoci, wskaźnika wytłaczania matrycowego (profil konsystencji – konsystencja w warunkach dynamicznych) oraz poziomu utlenienia. Parametry te przedstawiono na wykresie jako funkcję godzin nalotu od ostatniego serwisu lub wymiany smaru, aby określić moment, w którym zaczynają się pogarszać.
Na podstawie trendu zmian parametrów względem liczby godzin lotu naniesiono dopasowanie krzywej (curve fitting – aproksymację punktową). W większości przypadków uzyskano zależności liniowe, natomiast niektóre miały charakter logarytmiczny. Do obliczenia liczby godzin lotu wykorzystano równania dopasowanych krzywych odpowiadające docelowemu poziomowi krytycznemu parametrów.
wyznaczanie optymalnych interwałów
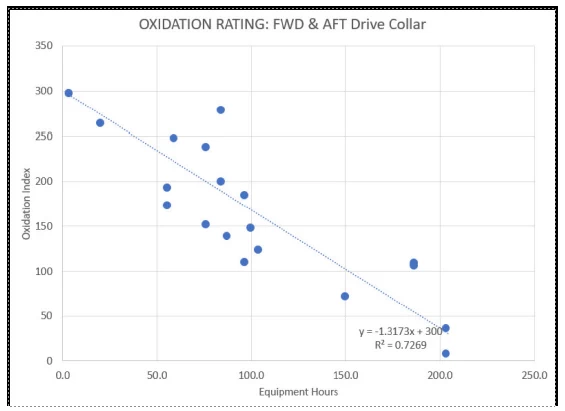
Optymalny okres międzyobsługowy określono jako liczbę godzin pracy, po której należałoby uzupełnić smar przed wystąpieniem degradacji. Dzięki temu każdy element był chroniony przed zużyciem i uszkodzeniem poprzez zapewnienie wymiany smaru na nowy, zanim ten ulegnie degradacji lub zgromadzi znaczące zanieczyszczenia.
Przykład regresji zastosowanej do określenia optymalnego interwału zaprezentowano na RYSUNKU 5. Dla parametru „Ocena utlenienia” docelowy poziom został wyznaczony na wartość 75, co odpowiada 25% pierwotnego poziomu ochrony dodatków przeciwutleniających. W tym przypadku równanie dopasowanej krzywej wskazuje wartość 171 godzin lotu.
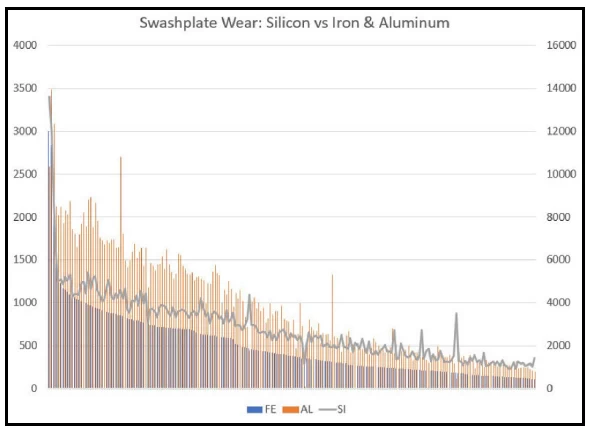
Wśród wyników przeprowadzonych badań stwierdzono korelację pomiędzy ilością krzemu wykrytego w smarze (zwykle jest to efekt przedostania się piasku lub brudu podczas konserwacji albo eksploatacji) a stopniem zużycia, mierzonym zarówno na podstawie poziomu żelaza (Fe), jak i aluminium (Al). Zależność tę przedstawiono na rysunku 6.
Kolejnym istotnym odkryciem była obserwacja znacznych poziomów srebra w próbkach smaru. Badanie wykazało, że srebro było stosowane jako powłoka przeciwcierna na niektórych koszykach łożysk oraz powierzchniach wielowypustów. Większość próbek smaru zawierała niski poziom tego pierwiastka, jednak w niektórych stwierdzono jego podwyższoną zawartość – sięgającą nawet kilku tysięcy części na milion (ppm).
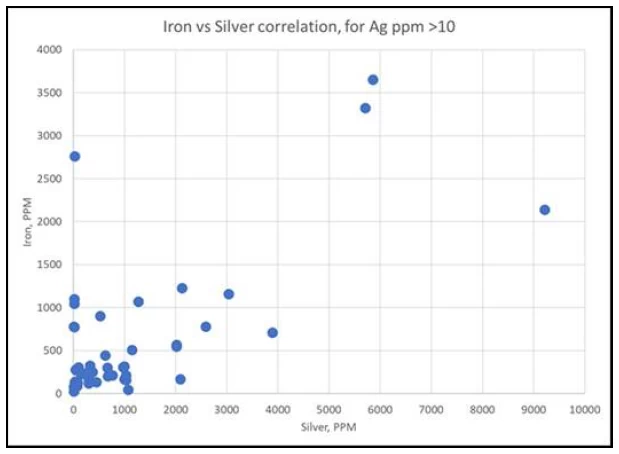
Wysokie poziomy zużyciowe srebra niekoniecznie stanowią problem, ponieważ powłoka ta ma na celu ograniczenie zużycia i uszkodzeń struktury powierzchni napędowych. Zauważono jednak zależność, ujawnioną poprzez analizę głównych składowych (PCA – principal component analysis), pomiędzy wysokimi (>10 ppm) poziomami srebra a podwyższonymi poziomami żelaza w tych samych miejscach, co przedstawiono na RYSUNKU 7.
To wskazanie może umożliwić wykorzystanie okresowej analizy smaru jako użytecznego wskaźnika przyszłego zużycia, a także narzędzia do ukierunkowania działań konserwacyjnych i inspekcji kontrolnych.
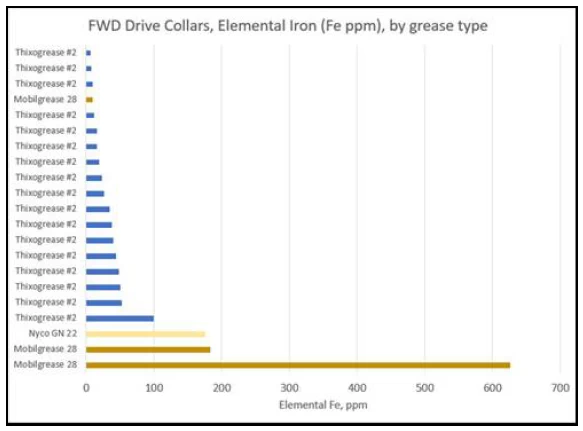
Chociaż projekt nie był bezpośrednio ukierunkowany na ocenę porównawczą produktów smarnych, uzyskano pewne obserwacje, które potwierdziły skuteczność niektórych smarów w ich docelowym zastosowaniu. Wykres na RYSUNKU 8 pokazuje, że w kilku przypadkach, gdy zastosowano smar alternatywny, odporność na zużycie była niższa niż w elementach, w których użyto smaru zalecanego.
Nie stanowi to oceny względnej wartości tych produktów, lecz jedynie wskazuje poziomy zużycia zaobserwowane w konkretnym zastosowaniu, przy ograniczonej liczbie próbek. Wyniki te potwierdzają przydatność produktu podstawowego.
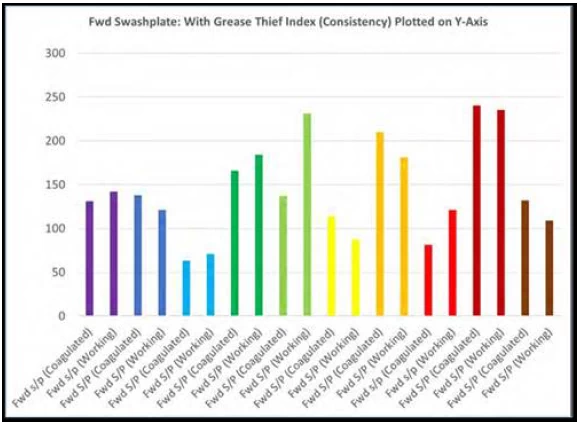
Początkowo w wielu miejscach pobierano próbki z tarczy sterującej, aby określić zachowanie smaru, który nie pochodził bezpośrednio z obszaru „roboczego” łożysk. Doświadczeni mechanicy po pewnym czasie opisali smar w tarczy sterującej, po określonym okresie pracy, jako najbardziej zbliżony do smaru „roboczego” – w przeciwieństwie do smaru „koagulowanego”, znajdującego się w większej odległości od części smarowanej.
Aby ocenić zasadność tej obserwacji, pobrano próbki z obu lokalizacji i porównano je. Ku zaskoczeniu, smar z obu miejsc tej samej tarczy sterującej wykazał bardzo podobne wyniki. Analiza obejmowała porównanie konsystencji, poziomu zużycia, a także zawartości pozostałego przeciwutleniacza. Wyniki te wskazały, że smar z obu stref nie oddziela się, lecz płynie i miesza w trakcie pracy.
Parametry, które zgodnie z oczekiwaniami powinny różnić się w zależności od odległości od części roboczej (np. poziom cząstek zużyciowych i przeciwutleniaczy), wykazały zbliżone wartości. Na podstawie tej obserwacji pobrano dopiero kolejne próbki z obszaru roboczego obudowy tarczy sterującej.
Wyniki porównania konsystencji metodą wytłaczania matrycowego przedstawiono na rysunku 9. Wszystkie 11 komponentów wymienionych w tabeli 4 analizowano przy użyciu siedmiu zidentyfikowanych parametrów. Na tej podstawie określono zalecane okresy międzyobsługowe dla badanych elementów.
połączenie badań próbek smaru z danymi eksploatacyjnymi
Oprócz analizy smaru Boeing wykorzystał dane dotyczące konserwacji w terenie, uzyskane z dzienników pokładowych operatorów, zapisów z usuwania części, dokumentacji konserwacji etapowej oraz innych materiałów umożliwiających analizę danych historycznych i inżynierskich. Do wygenerowania charakterystyki zastosowano analizę rozkładu Wiebulla. Na potrzeby procesu analitycznego przyjęto konserwatywne zasady bazowe, aby zapewnić ciągłą i bezpieczną eksploatację śmigłowca H-47.
Wyniki tej analizy dostarczyły uzasadnienia dla przeprowadzonej oceny próbek smaru oraz dalszych wytycznych dotyczących określenia zalecanych okresów serwisowania. Dane historyczne i wyniki badań próbek smaru połączono następnie w ocenie statystycznej, aby wyznaczyć zoptymalizowane, oparte na danych okresy międzyobsługowe.
Informacje dotyczące konserwacji posłużyły również do określenia wieku podzespołów – zarówno nowych, jak i od ostatniego przeglądu – co zapewniło lepszy wgląd w znaczenie zbioru danych. Umożliwiło to ocenę trendów zużycia smaru oraz zależności korelujących z wiekiem komponentów.
rezultaty i znaczenie praktyczne
Rezultatem badań było wydłużenie większości okresów smarowania – w wielu przypadkach okresy międzyobsługowe zostały podwojone w porównaniu z obecnie stosowanymi przez różnych operatorów. To rozszerzenie daje każdemu operatorowi możliwość dostosowania interwałów smarowania do własnych potrzeb, co pozwala ograniczyć przestoje i koszty konserwacji, przy jednoczesnym zapewnieniu ciągłej i bezpiecznej eksploatacji statku powietrznego.
Zaletą badania jest również to, że wyznaczone interwały międzyobsługowe można dopasować do istniejących odstępów między czynnościami konserwacyjnymi. Wspiera to wysiłki Boeinga w zakresie optymalizacji obsługi technicznej.
Wyniki te przekładają się na mniejszą liczbę przerw w pracy wynikających z wymaganego serwisowania. Szacunkowo oznacza to redukcję liczby zadań smarowania ze 98 do 56 na 1000 godzin lotu oraz zmniejszenie liczby przerw w świadczeniu usług z 20 do 10 na 1000 godzin lotu.
podziękowanie
Badanie to przeprowadzono przy wsparciu wielu operatorów H-47 Chinook, w tym: kanadyjskiego programu zarządzania ILS/projektami CH147F, programu zarządzania flotą ładunkową armii amerykańskiej, programu zastosowań technologii MH-47 Office, Holenderskiej Organizacji ds. Materiałów Obronnych oraz Ministerstwa Obrony Wielkiej Brytanii. Każdy z operatorów dostarczył znaczną liczbę próbek w różnych odstępach czasu i warunkach pracy, co zwiększyło różnorodność danych.
Rozszerzony zespół Boeinga obejmował członków zespołów projektowych oraz inżynierów serwisowych, którzy byli odpowiedzialni za opracowanie Biuletynu Serwisowego. Dokument ten zawierał instrukcje dotyczące pobierania próbek, zgodne z wymaganiami personelu obsługi technicznej klienta i konfiguracjami statków powietrznych.
bibliografia
- American Society for Testing and Materials, 2011. ASTM D7718: Standard Practice for Obtaining In-Service Samples of Lubricating Grease. West Conshohocken, PA, USA.
- Air Transport Association of America (ATA), 2013. ATA MSG-3, Volume 2 (Rotorcraft): Operator / Manufacturer Scheduled Maintenance Development. Washington, DC: Airlines for America.
- Møller, H., Esbensen, K. & Wurzbach, R., 2016. Grease Sampling and Analysis for In-Service Condition Monitoring (CM) of Wind Turbine Blade Bearings. Bilbao, Spain: s.n.
- Pitard, F., 1989. Pierre Gy’s Sampling Theory and Sampling Practice (2 Volumes). Boca Raton, Florida: CRC Press, Inc.
- Wurzbach, R., 2017. How to Determine Grease Compatibility and Why It’s Important. Machinery Lubrication, February.
- Wurzbach, R., 2018. Why Grease Cleanliness Should Not Be Overlooked. Machinery Lubrication, April.
kontakt
masz pytania dotyczące badań olejów i smarów?
skontaktuj się z nami bezpośrednio:

sprawdź również
-

Spektrometryczna analiza oleju tłokowego silnika lotniczego
Omówienie wytycznych nr 3 Prezesa Urzędu Lotnictwa Cywilnego z 17 stycznia 2023.
-

Diagnostyka olejowa tłokowych silników lotniczych
Artykuł dotyczący tematu analiz olejowych w lotnictwie.
-

Badania i analizy dla lotnictwa
Usługa diagnostyki olejowej tłokowych silników lotniczych.