laki i osady w układach olejowych: mechanizmy i konsekwencje
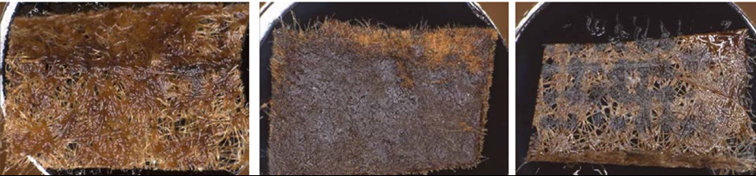
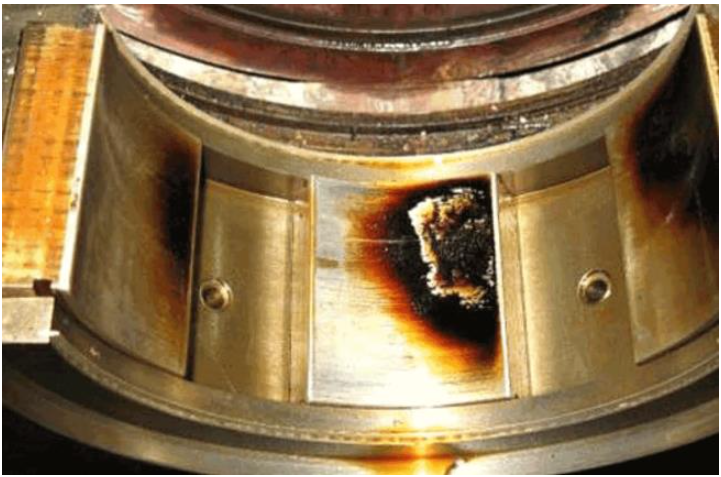
Współczesne układy olejowe, z racji swojej miniaturyzacji, szeroko pojętej ekologii oraz wysokich obciążeń, sprzyjają intensywnej degradacji środków smarnych. Jednym z bardziej problematycznych efektów tego procesu jest powstawanie nierozpuszczalnych osadów. Cząstki o charakterze submikronowym mogą powstawać w wyniku lokalnych przegrzewów, microdieselingu, wyładowań elektrostatycznych czy wyczerpania się dodatków. Ponadto generacja osadów może być również efektem niepoprawnego procesu blendingu oleju oraz zmieszania olejów niekompatybilnych. Początkowo w niewidoczny sposób obniżają sprawność maszyn i urządzeń, a w skrajnych przypadkach powodują kosztowne awarie i przestoje.
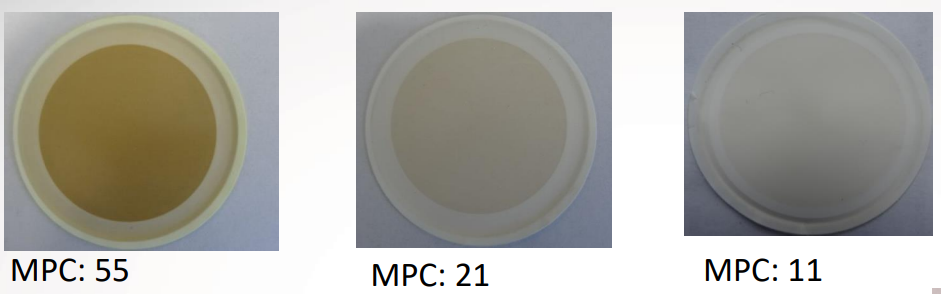
Zrozumienie mechanizmu formowania się laków ma kluczowe znaczenie dla sprawnego utrzymania ruchu. Wczesne wykrycie symptomów problemu pozwala podejmować działania zapobiegawcze i korygujące, redukując ryzyko uszkodzeń.