

Metoda badawcza skłonności do pienienia stanowi istotne narzędzie w analizie i zrozumieniu tego zjawiska w kontekście oleju hydraulicznego i pozwala na naukowe podejście do tego zagadnienia. Dzięki odpowiedniemu przeprowadzeniu testów i dokładnej analizie wyników, możliwe jest skuteczne zarządzanie problemem pienienia się oleju hydraulicznego. Wprowadzenie poprawek opartych na uzyskanych w raporcie diagnostycznym danych, pozwala na utrzymanie optymalnej wydajności hydraulicznego systemu i uniknięcie potencjalnych awarii.
Badanie skłonności oleju do pienienia – metoda badawcza
Standardowa metoda badawcza wg PN-ISO 6247:2009
Test pienienia wg Flendera wg ISO/DIS 12152
Standardowa metoda badawcza wg PN-ISO 6247:2009
Celem badania jest określenie objętości powstającej piany oraz jej trwałości. Próbkę oleju umieszcza się w cylindrze pomiarowym, następnie przepuszcza przez nią czyste powietrze atmosferyczne przez 5 minut za pomocą bełkotki zanurzonej w oleju. Objętość piany, wyrażana w cm3, stanowi miarę skłonności do pienienia. Po wykonaniu pomiaru odczekuje się od 1 do 10 minut, zależnie od wymagań normatywnych, a następnie ponownie mierzy się objętość piany. Tę objętość, zmierzoną po pewnym czasie, określa się jako trwałość piany. Badanie to jest przeprowadzane w trzech sekwencjach:
- Sekwencja I – polega na wykonaniu pomiaru w temperaturze 24◦C
- Sekwencja II – polega na wykonaniu pomiaru w 93.5◦C (nowa próbka),
- Sekwencja III – pomiar w 24◦C wykonany dla próbki po pomiarze w 93.5◦C
Wymagania dotyczące skłonności do pienienia są podawane w następujący przykładowy sposób:
Z powyższej tabeli możemy wywnioskować, że charakterystyka pienienia różni się w przypadku olejów o dużej lepkości w porównaniu z olejami turbinowymi czy płynami hydraulicznymi. Jednym z powodów może być fakt, że ilość powietrza pompowanego do oleju zależy od jego lepkości. Oleje o dużej lepkości generują wysokie przeciwciśnienie. Im wyższa lepkość, tym mniejsza ilość wciągniętego powietrza i mniejsza skłonność do pienienia. Stąd test jest najbardziej wiarygodny dla olejów turbinowych oraz hydraulicznych o niskich lepkościach (ISO VG 32 lub ISO VG 46).
Test pienienia wg Flendera wg ISO/DIS 12152
Pomiar właściwości spieniania jest znormalizowany według normy ISO/DIS 12152. Wewnątrz urządzenia do testowania piany Flender, para kół zębatych obraca się poziomo z prędkością 1405 obrotów na minutę. Olej jest wlewany do aparatu, aż koła zębate czołowe są zakryte w połowie swojej wysokości. Koła zębate rozpoczynają obrót przez pięć minut, rozpryskując powietrze w oleju jak mikser.
Po upływie 90 minut dokumentuje się każdą zmianę fazy olejowej, dyspersji olejowej i objętości piany. Procentowy wzrost objętości oleju w ciągu minuty od zatrzymania urządzenia, a także procentowy wzrost objętości dyspersji powietrzno-olejowej pięć minut po zatrzymaniu urządzenia, to dwie kluczowe wartości w ocenie tego testu.
W przypadku procentowego wzrostu objętości oleju po minucie od zatrzymania urządzenia, zastosowanie poniższej oceny jest konieczne:
do 5%
dobre własności pienne
do 10%
satysfakcjonujące własności pienne
do 15%
własności pienne w zakresie akceptowalnym
powyżej 15%
niedopuszczalne własności pienne
próbki oleju hydraulicznego HV 68 – przykład charakterystyki
Jako przykład charakterystyki pienienia możemy przywołać ostatnio badane próbki oleju hydraulicznego HV 68. Oleje hydrauliczne oparte na bazie mineralnej wyróżniają się wysokim wskaźnikiem lepkości. Posiadają one właściwości antypienne, antykorozyjne oraz przeciwzatarciowe, co umożliwia im pracę w warunkach o zróżnicowanym obciążeniu i wysokich temperaturach. Standardowa charakterystyka pienienia dla tego rodzaju oleju przedstawia się następująco:
- Sekwencja I : 10/0
- Sekwencja II: 0/0
- Sekwencja III: 10/0
Badanie skłonności pienienia oleju (HV ISO VG 68) sugeruje, że jego charakterystyka pienienia jest w normie. Badanie w sekwencji pierwszej wykonano w temperaturze 24 stopni Celsjusza. Po upływie 5 minut od początku napowietrzania oleju, nie zaobserwowano powstawania piany. (10/0).
sekwencja I:
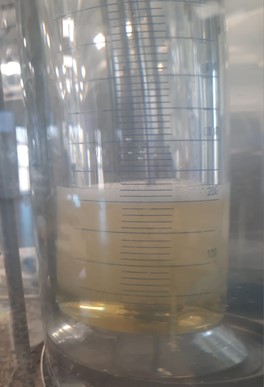
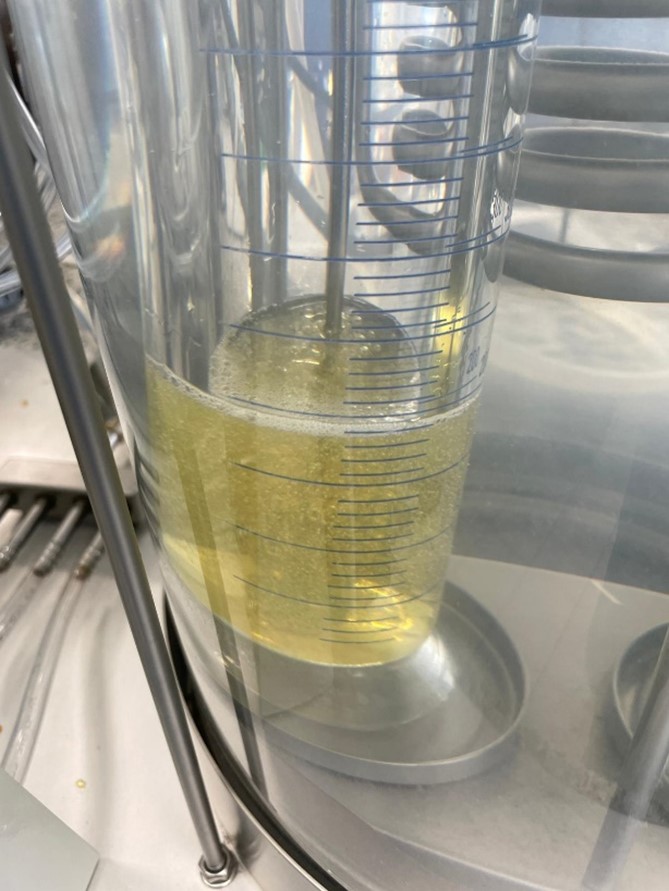
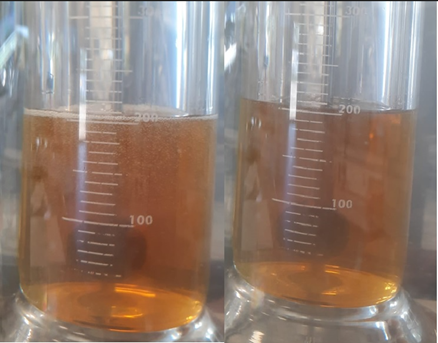
Następnie podgrzano kąpiel w cylindrze pomiarowym do temperatury 93,5 stopni Celsjusza. Przeprowadzono pomiar napowietrzania próbki. Na zdjęciu widoczny jest poziom piany równy 20 ml. Po 10 minutach nie zaobserwowano trwałości piany (0/0). Świadczy to o tym, że w wyższych temperaturach olej wykazuje niegroźne pienienie, które nie ma wpływu na jego eksploatację oraz inne parametry fizykochemiczne.
Sekwencja II:
Po przeprowadzeniu badania w sekwencji drugiej, delikatnie zmieszano próbkę i zebrano pozostałą pianę. Następnie ostudzono ją do temperatury 43,5 stopni Celsjusza, pozostawiając cylinder z próbką w temperaturze pokojowej. Kolejno umieszczono go w kąpieli o temperaturze 24 stopni Celsjusza. Gdy próbka pomiarowa osiągnęła tę temperaturę, rozpoczęto napowietrzanie. Wynik zanotowano na koniec napowietrzania oraz 10 minut po odstawieniu próbki. Można stwierdzić, że olej nie wykazuje skłonności do pienienia oraz trwałości piany.
Sekwencja III:
Przeprowadzono również badanie świeżego oraz używanego wielofunkcyjnego oleju MOTULTECH UNIVERSELLE 90 SC, pozbawionego substancji uszlachetniających organiczno-chlorowanych. Olej ten jest przystosowany do realizacji operacji odkształcania na zimno, wybijania, gwintowania, zwijania oraz umożliwia smarowanie organów obrabiarek.
Na początku przedstawiono charakterystykę w trzech sekwencjach dla oleju świeżego.

MOTULTECH UNIVERSELLE 90 SC – badanie oleju świeżego oraz używanego
Przeprowadzono również badanie świeżego oraz używanego wielofunkcyjnego oleju MOTULTECH UNIVERSELLE 90 SC, pozbawionego substancji uszlachetniających organiczno-chlorowanych. Olej ten jest przystosowany do realizacji operacji odkształcania na zimno, wybijania, gwintowania, zwijania oraz umożliwia smarowanie organów obrabiarek.
Na początku przedstawiono charakterystykę w trzech sekwencjach dla oleju świeżego.
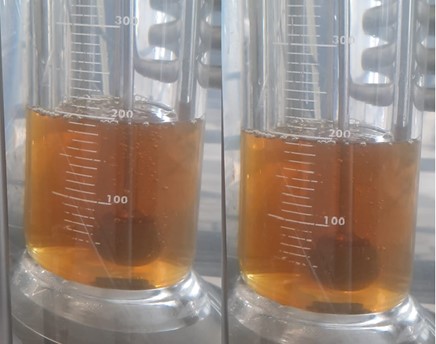
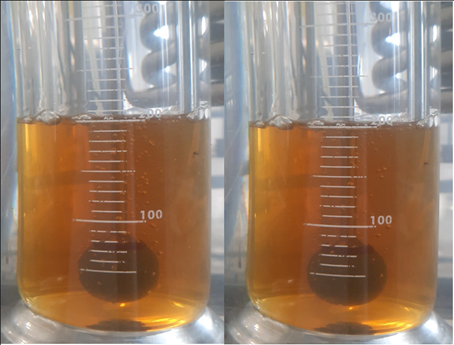
badanie oleju przepracowanego
Następnie przeprowadzono badanie oleju przepracowanego. W badaniu zaobserwowano bardzo wysoką skłonność do pienienia we wszystkich sekwencjach oraz wysoką trwałość piany w pierwszej i trzeciej sekwencji.
Sama ocena wizualna badanego oleju sugeruje, że jest on znacznie zanieczyszczony, co powoduje zmniejszenie napięcia powierzchniowego. W wysokich temperaturach olej nie wydziela powietrza i jego własności smarne są znacznie pogorszone.



Olej świeży
Olej przepracowany
Sekwencja I: 0/0
Sekwencja II: 0/0
Sekwencja III: 0/0
kontakt
dowiedz się więcej o usłudze
Skontaktuj się bezpośrednio z naszym specjalistą, zespołem laboratoryjnym lub diagnostycznym:


Zespół diagnostyczny
Certyfikowani diagności – kontakt w sprawie wyników badań
32 450 31 52 laboratorium@ecol.euZespół laboratoryjny
Kancelaria Laboratorium – kontakt w sprawach próbek
32 450 31 11 laboratorium@ecol.eu


Brak połączenia z internetem
Nie udało się nawiązać połączenia z siecią. Upewnij się, że masz dostęp do internetu, a następnie odśwież stronę, aby kontynuować korzystanie z serwisu.