

The foaming propensity test method is an important tool in analysing and understanding this phenomenon in the context of hydraulic oil and allows a scientific approach to the issue. With proper testing and careful analysis of the results, it is possible to effectively manage the problem of hydraulic oil foaming. By implementing corrections based on the data obtained in the diagnostic report, it is possible to maintain the optimal performance of the hydraulic system and avoid potential failures.
Oil foaming test method
Standard test method according to PN-ISO 6247:2009
Flender foaming test according to ISO/DIS 12152
standard test method according to PN-ISO 6247:2009
The aim of the test is to determine the volume of foam formed and its persistence. An oil sample is placed in a measuring cylinder, then pure atmospheric air is passed through it for 5 minutes using a babbler dipped in oil. The volume of foam, expressed in cm3, provides a measure of foaming propensity. After the measurement, a wait of 1 to 10 minutes is made, depending on the prescriptive requirements, and then the volume of foam is measured again. This volume, measured after a period of time, is referred to as foam persistence. This test is carried out in three sequences:
- Sequence I – involves taking a measurement at 24◦C
- Sequence II – involves taking a measurement at 93.5◦C (new sample)
- Sequence III – measurement at 24◦C made for the sample after measurement at 93.5◦C
The foaming propensity requirements are given as an example as follows:
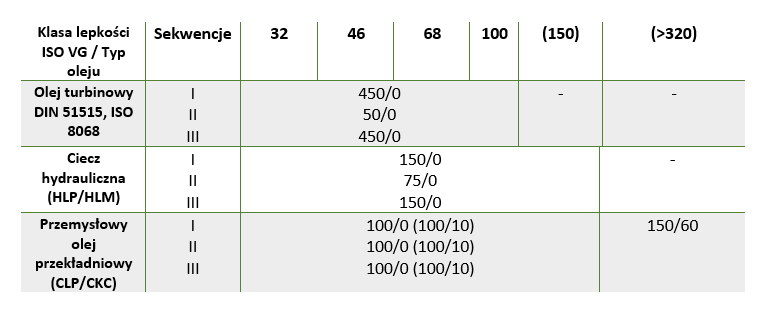
From the table above, we can conclude that the foaming characteristics are different for high viscosity oils compared to turbine oils or hydraulic fluids. One reason may be that the amount of air pumped into the oil depends on its viscosity. High viscosity oils generate high back pressure. The higher the viscosity, the lower the amount of air drawn in and the lower the foaming tendency. Hence, the test is most reliable for turbine oils and hydraulic oils with low viscosities (ISO VG 32 or ISO VG 46).
flender foaming test according to ISO/DIS 12152
The measurement of foaming properties is standardised according to ISO/DIS 12152. Inside the Flender Foam Tester, a pair of gears rotate horizontally at 1405 revolutions per minute. Oil is poured into the apparatus until the spur gears are covered at half their height. The gears begin to rotate for five minutes, splashing air into the oil like a mixer.
After 90 minutes, any change in oil phase, oil dispersion and foam volume is documented. The percentage increase in oil volume one minute after stopping the unit, and the percentage increase in air-oil dispersion volume five minutes after stopping the unit, are two key values in evaluating this test.
In the case of a percentage increase in oil volume one minute after the unit has stopped, the following assessment is necessary:
up to 5%
good stem properties
up to 10%
satisfactory stem properties
up to 15%
trunk properties within an acceptable range
above 15%
unacceptable trunk properties
HV 68 hydraulic oil samples – example of characteristics
As an example of the foaming characteristics, we can cite recently tested samples of HV 68 hydraulic oil. Mineral-based hydraulic oils are distinguished by their high viscosity index. They have anti-foaming, anti-corrosion and anti-seize properties, which enable them to operate under varying load and high temperature conditions. The standard foaming characteristics for this type of oil are as follows:
- Sequence I: 10/0
- Sequence II: 0/0
- Sequence III: 10/0
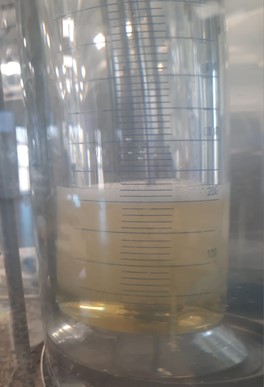
The oil’s foaming propensity test (HV ISO VG 68) suggests that its foaming characteristics are within standard. The test in sequence one was performed at 24 degrees Celsius. No foaming was observed 5 minutes after the start of oil aeration. (10/0).
Sequence I:
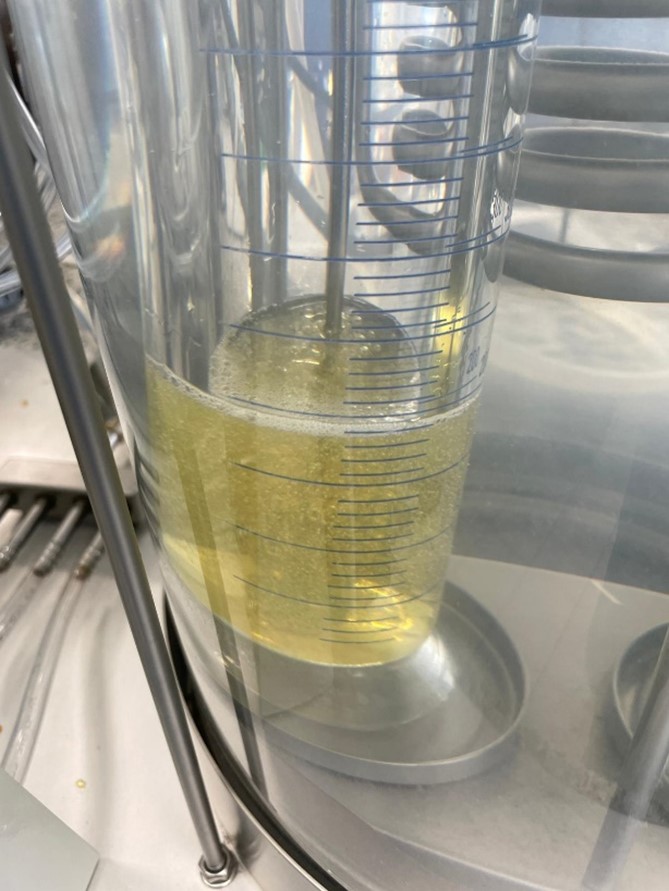
The bath in the measuring cylinder was then heated to 93.5 degrees Celsius. The aeration of the sample was measured. The photo shows a foam level of 20 ml. No foam persistence (0/0) was observed after 10 minutes. This indicates that the oil exhibits harmless foaming at higher temperatures, which does not affect its operation and other physicochemical parameters.
Sequence II:
After testing in sequence two, the sample was gently mixed and the remaining foam was collected. It was then cooled to 43.5 degrees Celsius, leaving the sample cylinder at room temperature. Subsequently, it was placed in a bath at 24 degrees Celsius. When the test sample reached this temperature, aeration was started. The result was recorded at the end of aeration and 10 minutes after the sample was set aside. It can be concluded that the oil is not prone to foaming and foam persistence.
Sequence III:
A test was also carried out on fresh and used MOTULTECH UNIVERSELLE 90 SC multifunctional oil, free of organo-chlorinated additives. This oil is suitable for the realisation of cold deforming, knockout, threading, coiling operations and allows lubrication of machine tool organs. At the outset, the characteristics are presented in three sequences for fresh oil.

MOTULTECH UNIVERSELLE 90 SC – testing fresh and used oil
A test was also carried out on fresh and used MOTULTECH UNIVERSELLE 90 SC multifunctional oil, free of organo-chlorinated additives. This oil is suitable for the realisation of cold deforming, knockout, threading, coiling operations and allows lubrication of machine tool organs.
At the outset, the characteristics are presented in three sequences for fresh oil.
used oil testing
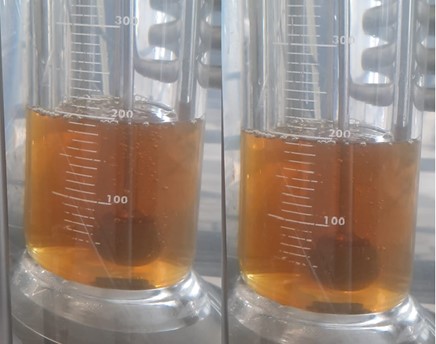
A test of the used oil was then carried out. In the test, a very high foaming tendency was observed in all sequences and a high foaming persistence in the first and third sequences.
Visual assessment of the tested oil alone suggests that it is significantly contaminated, resulting in reduced surface tension. At high temperatures, the oil does not release air and its lubricating properties are significantly impaired.



Fresh oil
Used oil
Sequence I: 0/0
Sequence II: 0/0
Sequence III: 0/0
contact
learn more about the diagnostic analysis offerings and how they can benefit your company
Contact our laboratory
Ecol Oil Analysis Laboratory

Brak połączenia z internetem
Nie udało się nawiązać połączenia z siecią. Upewnij się, że masz dostęp do internetu, a następnie odśwież stronę, aby kontynuować korzystanie z serwisu.