1. wprowadzenie
Elektrownia Bełchatów należąca do Polskiej Grupy Energetycznej jest największym w Polsce wytwórcą energii elektrycznej. Jest elektrownią blokową opartą na węglu brunatnym z zainstalowanymi 12 blokami o mocy nominalnej 370 – 390 MW i jednym blokiem na parametry nadkrytyczne o mocy 858 MW.
Bloki 1-12 oddane do eksploatacji w latach 1982-1988 wykorzystują do generacji energii elektrycznej wytwarzanej przez generatory synchroniczne GTHW 360 MW produkcji Dolmel Wrocław (na licencji BBC) napędzane przez turbiny parowe typu 18K360 produkcji Zamech Elbląg (na licencji BBC).
Po przeprowadzonych modernizacjach części NP (retrofitach) na 12-tu turbinach w latach 1997 ÷ 2004), w wyniku których uzyskano m.in. wzrost mocy o 10÷12MW, symbol turbiny 18K360 został zmieniony na 18K370.
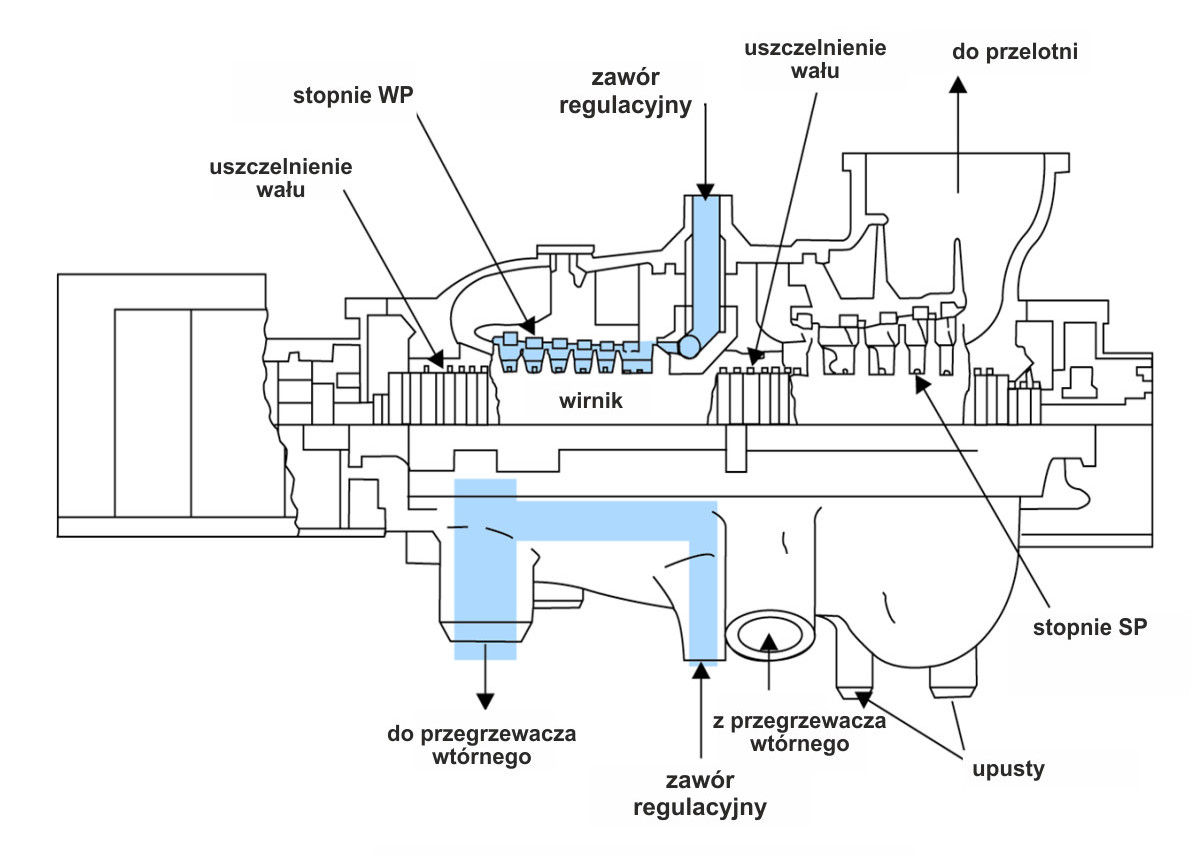
Turbina główna zainstalowana na bloku 10 to turbina kondensacyjna, reakcyjna, jednowałowa, trójkadłubowa, z nieregulowanymi upustami pary i międzystopniowym przegrzewem pary. Regulacja zasilania turbiny parą: ilościowo – jakościowa realizowana przy pomocy czterech zaworów regulacyjnych. Turbina składa się z trzech części: wysokoprężnej WP, dwuwylotowej części średnioprężnej SP oraz dwuwylotowej części niskoprężnej NP.
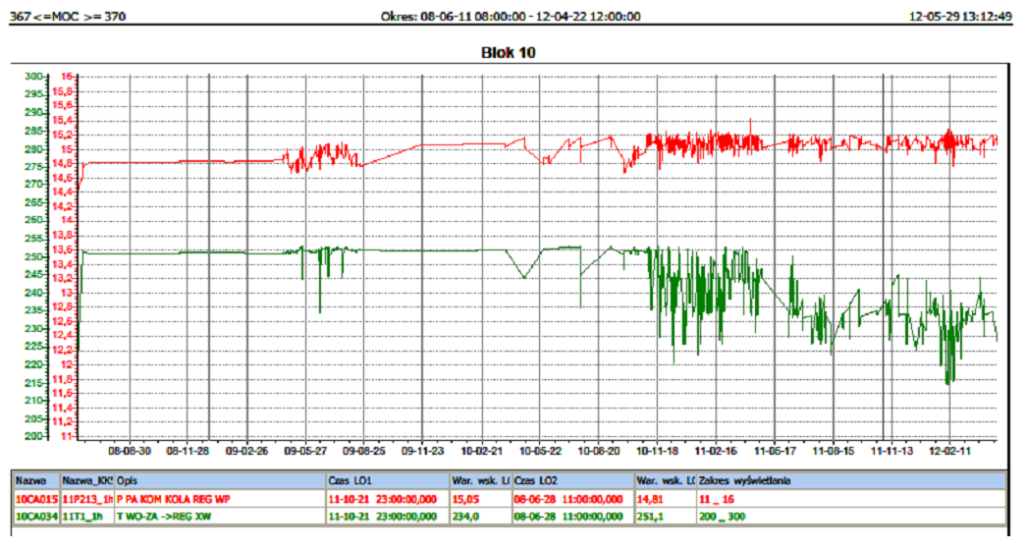
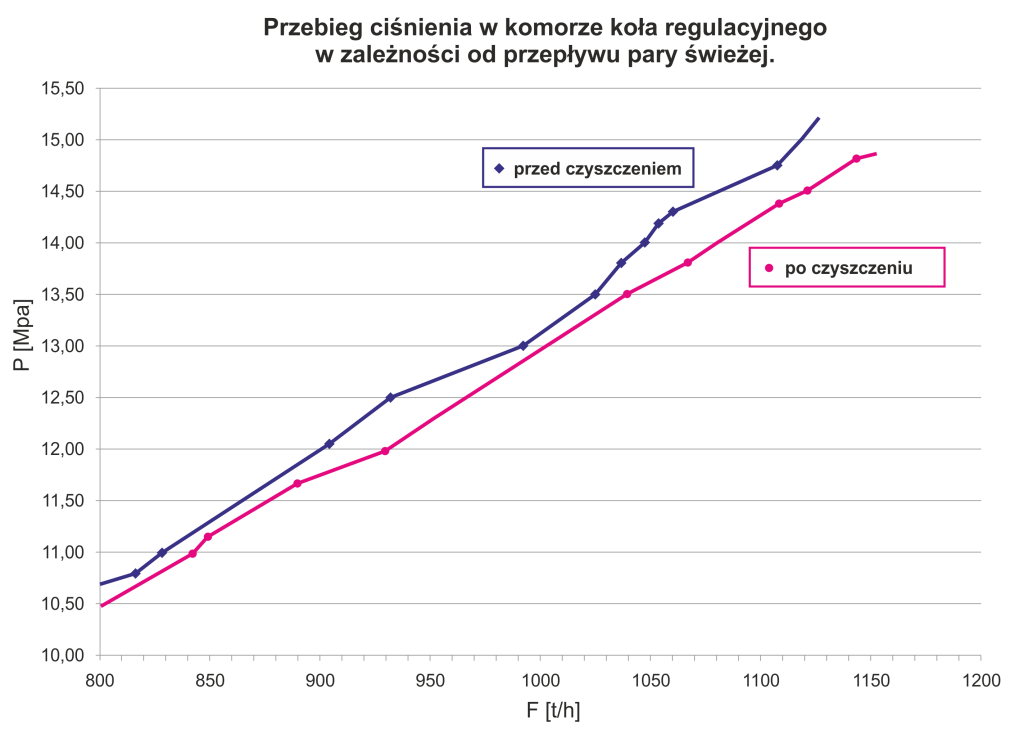
W eksploatacji turbin w Elektrowni Bełchatów zauważalne jest systematyczne zanieczyszczanie się układów przepływowych części wysokoprężnej turbin charakteryzujące się wysoką wartością ciśnienia w komorze koła regulacyjnego. Podwyższona wartość ciśnienia w komorze koła regulacyjnego świadczy o obserwowanych na wypukłych częściach profili łopatkowych „wkładów WP” grubej warstwy naniesionego osadu korozyjnego i eksploatacyjnego.
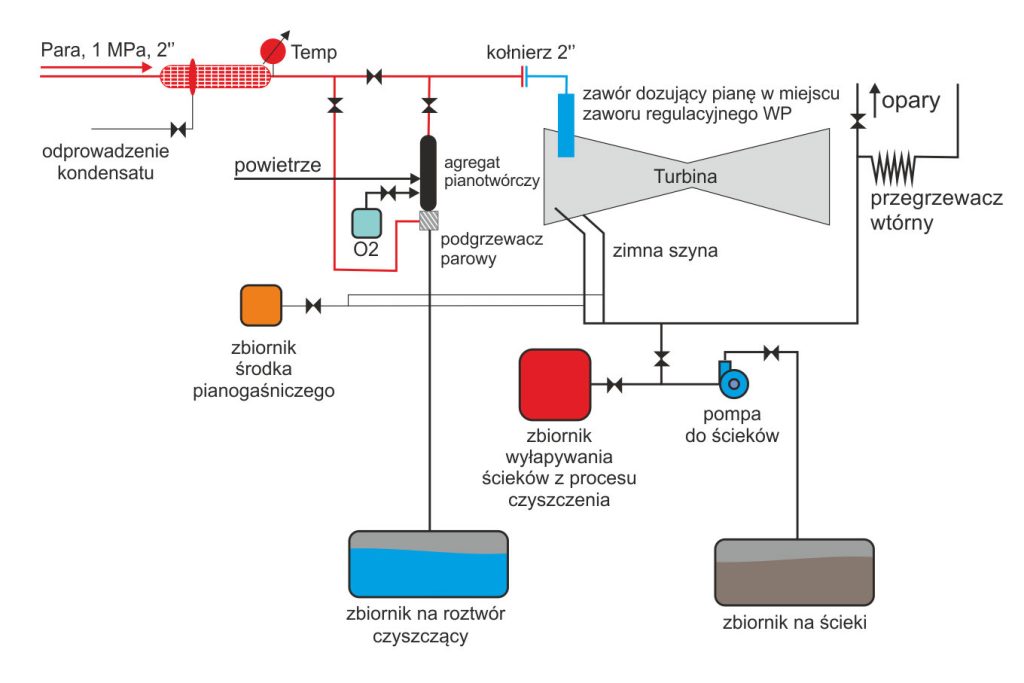
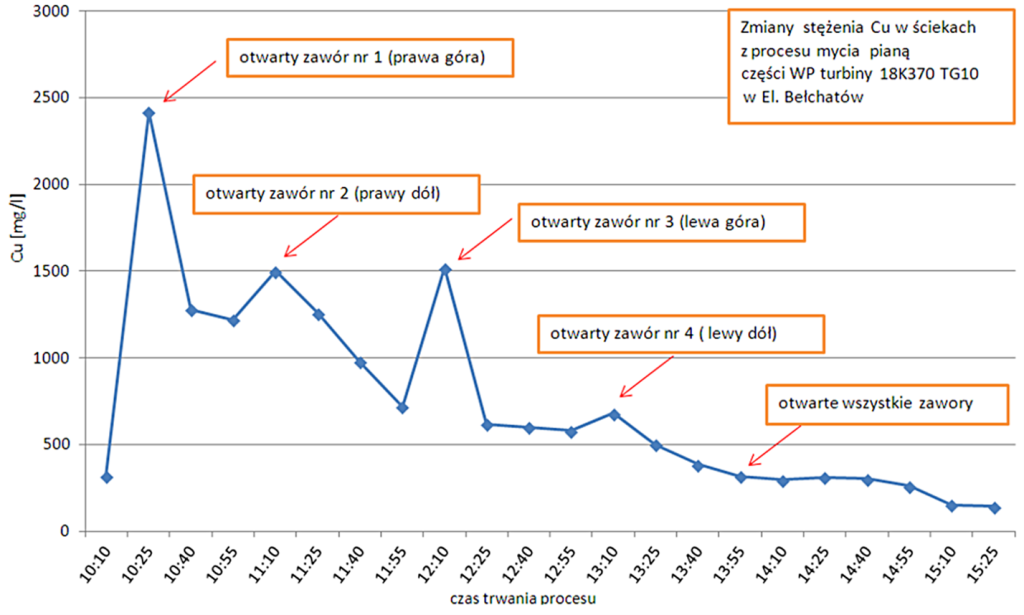
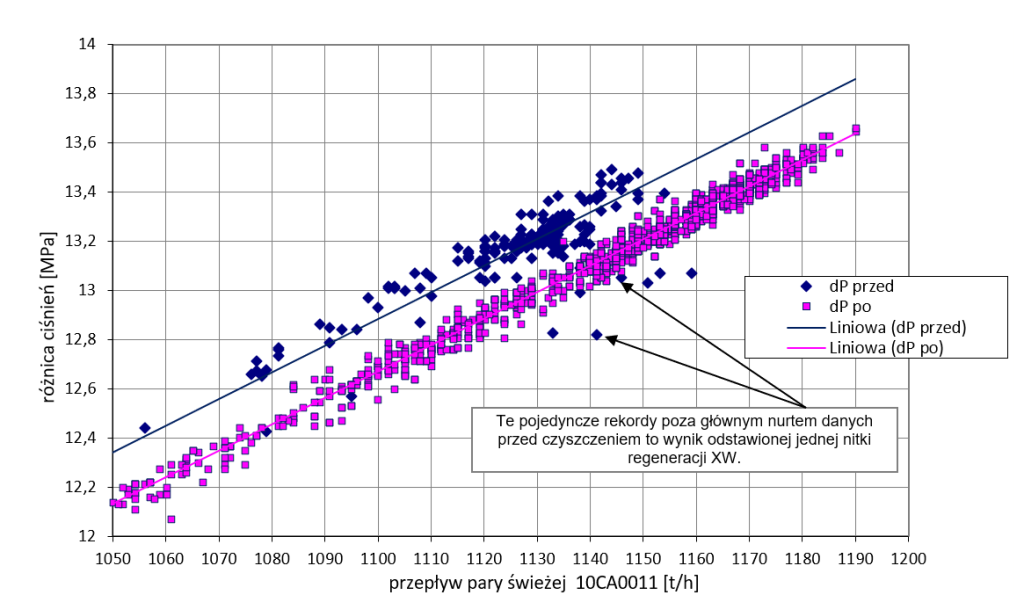
W związku z tym, że nagromadzenie osadów prowadzi do zauważalnego pogorszenia charakterystyki pracy turbin, służby inżynieryjne elektrowni podjęły wysiłek w celu znalezienia i zastosowania metody pozwalającej na szybkie i skuteczne usunięcie osadów z turbiny. Cele, jakie postawiono przed poszukiwanym rozwiązaniem obejmowały dobór metody pozwalającej w sposób bezpieczny na usunięcie osadów składających się w większości z tlenków Cu i Fe podczas krótkich postojów, bez wyjmowania wirnika z korpusu WP i z jak najmniejszym zakresem prac demontażowych. Wybrano rozwiązanie zaproponowane przez Ecol Sp. z o.o. z Rybnika polegające na wykonaniu chemicznego czyszczenia wnętrza części WP turbiny za pomocą piany chemicznej
We wrześniu 2012r. odbyła się pilotażowa realizacja prac czyszczenia chemicznego pianą części WP turbiny 18K370 na bloku nr 10 w PGE Górnictwo i Energetyka Konwencjonalna S.A. Oddział Elektrownia Bełchatów. W referacie przedstawiono doświadczenia z przeprowadzonych prac oraz otrzymane rezultaty.