
Regular oil analysis is one way of preventing machinery breakdowns. Unplanned downtime becomes the cause of increased operating costs and lost earnings due to production downtime. In an effort to share knowledge, we are publishing another information pill on lubricant diagnostics.
Visual evaluation of oil color
Regular oil analysis, is one way to prevent failures. In an effort to share knowledge, we are publishing another pill of information on lubricant diagnostics.

The author of the article is a lubricant diagnostician with many years of experience, Jakub Kubacki, who works on a daily basis at the Ecol Oil Analysis Laboratory
visual assessment / oil colour
Most commonly used oils, when fresh, are clear, colourless liquids, through straw to brown in colour. Users expect oils to retain their properties for as long as possible.
However, it is not uncommon, even after a relatively short period of use, to notice alarming visual changes that may indicate a deterioration of operational parameters. The most frequent symptoms of poor oil condition noticed by users are cloudiness or rapid change of oil colour.
In such a situation, the right thing to do is to undertake diagnostic activities leading to the identification of the cause of the changes and, consequently, minimising the risk of inconvenient, expensive repairs and unplanned downtime.
turbidity
Oil turbidity can range from a slight haze to a milky appearance to the appearance of a mayonnaise-like substance. It signals the formation of an emulsion – an arrangement of immiscible liquids, of which the dispersed liquid appears as droplets so small as to be indistinguishable to the unaided eye, giving the impression of a homogeneous substance. Due to the limited stability of the emulsion, phase separation is observed over time, especially during standstill, when the mixing effect due to the operation of the equipment ceases.
A potential cause of oil turbidity is water contamination. Although it is a well-known fact that oil and water do not mix, in practice it is impossible for a working oil to be completely water-free. Oil systems are never perfectly tight, even though they may appear to be so – so the phenomenon of absorption of water vapour from the air occurs. It should also be remembered that water vapour tends to condense on the metal surfaces of machine components when they are subjected to varying temperatures and this also contaminates oils.

The water content in oils, in properly functioning equipment, depending on the type of application and operating conditions, can range from a few to several hundred ppm (parts per million) for hydrocarbon-based oils (mineral or synthetic oils based on polyalphaolefins) or even several thousand ppm for oils based on polyalkylene glycols, without causing an increased risk of sudden failure, intensive corrosion processes or sludge formation. Water causes oil turbidity – it forms emulsions when its content exceeds the saturation point.
Turbidity can also be caused by incorrect oil refilling, when oils of different types, which are incompatible with each other, are mixed by mistake. In our laboratory practice, we sometimes come across samples of extreme mistakes, such as adding coolant to an oil system, which is not at all uncommon.
change of colour
Visual assessment can be an effective indicator of contamination of a lubricant by another substance. It is important to remember that it is a natural phenomenon for oil to change colour over time. Oil base molecules exposed to aggressive factors (increased temperature, moisture, oxygen from the air, etc.) become partially oxidised according to the reaction [1]:
R-H → R• + H•
R• + O2 → ROO•
ROO• + R-H → ROOH + R•
ROOH → RO• + HO•
RO• + RH → ROH + R•
HO• + RH → H2O + R•
The above chain reaction can run further. Condensation and polymerisation reactions leading to the formation of macromolecular products are possible. The resulting oxygenated compounds differ from the molecules in the oil base by their electric dipole moment, but tend to orient themselves with each other’s functional groups (R-COOH — HOOC-R) and consequently the resulting micelles are soluble in the oil base up to a certain critical mass.
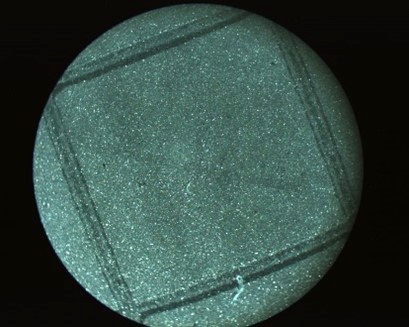
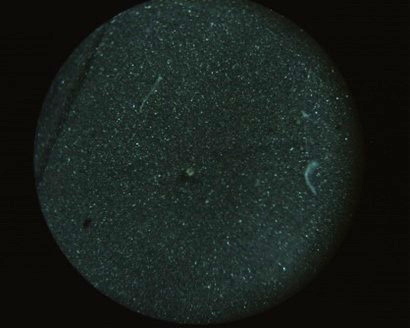
Wear processes occurring in operating oil systems are responsible for the formation of very fine metallic particles. These particles are collected by the oil and remain in the oil circuit even despite the use of oil filtration systems. For each type of equipment, there is a certain acceptable content of metallic particles. However, in the case of intensive, uncontrolled wear and tear, metallic particles suspended in the oil rapidly darken the oil until it appears completely black. A similar effect is produced by contaminants entering the oil system, such as dust or dirt from the environment or fragments of aged seals.

colorimetry2
Although observation with the unaided eye plays an important role in assessing the condition of lubricants and reacting quickly to unfavorable phenomena, instrumental methods allow the evaluation of oil color in a much more precise manner.
The ASTM D1500 standard method used is suitable for a wide range of petroleum products: lubricating oils, heating oils or liquid fuels. It is based on a hue scale from 0.5 (brightest) to 8 (darkest). It involves acting with a standard light source on liquid samples placed in a determination container and then comparing with a standard.
Changes in the oil color of the wind turbine’s main gearbox during operation of the device:

summary
Oil color is a parameter whose determination helps effectively diagnose the condition of petroleum products, but it is not a comprehensive test.
When alarming symptoms are found, it is advisable to do more extensive research to identify the problem.
[1] Norbert Becker, Akira Sasaki, Erik Becker, „Varnish-Problems and Colorimetric Analysis”
[2] ASTM D1500 -12 (Reapproved 2017) Standard Test Method for ASTM Color of Petroleum Products

Brak połączenia z internetem
Nie udało się nawiązać połączenia z siecią. Upewnij się, że masz dostęp do internetu, a następnie odśwież stronę, aby kontynuować korzystanie z serwisu.